- Minera Poderosa: las miles de onzas de oro que deja de captar por la minería ilegal
- MINEM suscribió contrato para proyecto de masificación de gas natural en la localidad de Quillabamba
- El Brocal invertirá US$52 millones en infraestructura minera y nuevos procesos
- Oposición a Tía María afectaría planes para mejorar infraestructura portuaria en el sur
- Volcan negocia préstamo y emisión de bonos de hasta US$875 millones





Validación técnica de electrodos revestidos especiales para recubrimientos duros
Proyecto: “Validación técnica comercial y empaquetamiento tecnológico y comercial del electrodo revestido especial para recubrimiento s duros AR 1000-2 en la macro región sur del Perú”. PROYECTO: PVE-7-P-351-20 promovido por ARAD EIRL, Co financiado con recursos de ProInnóvate Perú – (Convenio 035-FIDECOM-INNOVATEPERU-PVE-2020).
Por: Mg. Ing. Rolando Núñez Monrroy, Ing. José Absi Delgado.
Antecedentes.
En un proyecto previo financiado por ProInnovate Perú, se desarrolló la tecnología para producir electrodos revestidos de soldadura para recubrimientos duros, basados en la experiencia de la empresa ARAD EIRL, en la producción de electrodos de soldadura para aplicaciones estructurales, se desarrollaron diversas formulaciones que llevaron a la fabricación de un electrodo para aplicaciones en recuperación de piezas para equipos de movimiento de tierra. En el presente proyecto, se buscó validar la innovación a través de la evaluación de la soldabilidad del producto obtenido, así como determinar las características técnicas del producto para su aceptación en el mercado.
Características técnicas del producto desarrollado.
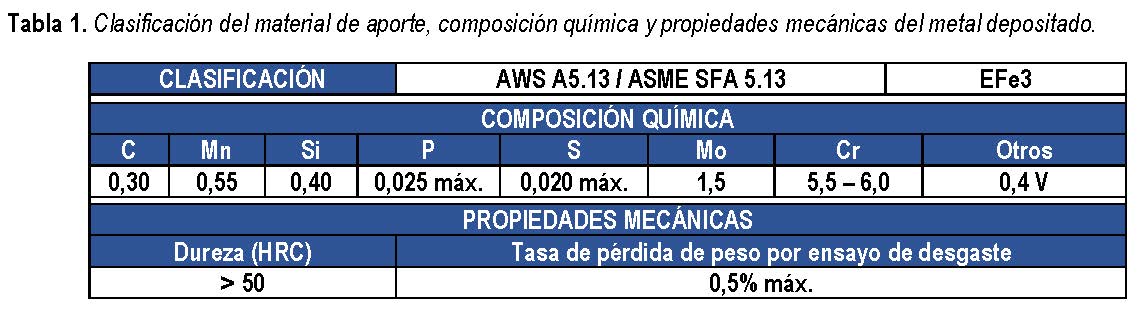
El producto desarrollado, fue sometido a los ensayos requeridos por la especificación AWS A5.13, para este caso se determina la composición química del metal depositado por la técnica de espectrometría de emisión óptica por chispa, de donde se deriva la clasificación a la cual pertenece, adicionalmente se obtienen algunas propiedades adicionales como la dureza del metal depositado de acuerdo a la norma ASTM E18 y se somete a ensayos de abrasión de acuerdo a la especificación ASTM G65 (ver Tabla 1).
Soldabilidad del producto desarrollado.
Se llevaron a cabo diversas pruebas del producto, con la finalidad de conocer las características cualitativas del electrodo desarrollado, se evaluó la soldabilidad, sometiendo el electrodo a un amplio rango de amperajes, verificando características como:
- Rápido encendido del arco.
- Fluidez del material de aporte durante el soldeo.
- Fácil desprendimiento de la escoria.
- Acabado estético, etc.
Obteniendo como resultado un electrodo que presenta características similares a los electrodos comerciales de la misma clasificación (ver Figura 1).
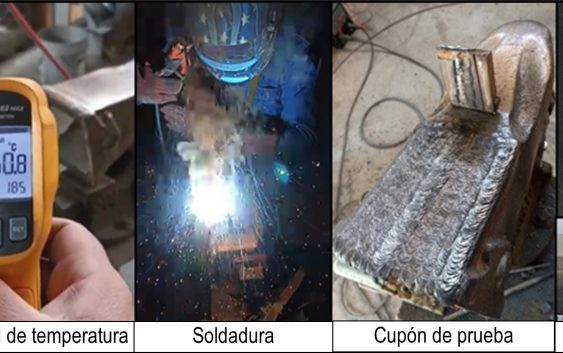
Figura 1. Perfiles de soldadura obtenidos a diferentes amperajes y desprendimiento de escoria.
Calificación de procedimiento de soldadura.
Se realizó la calificación del procedimiento de soldadura (WPS) y elaboración del registro de calificación (PQR), tomando como referencia el código para recipientes a presión ASME Sección IX, el cual considera la metodología y requerimientos para la calificación de procedimientos de soldadura en recubrimientos duros. Para tal fin se procedió a realizar el registro paso a paso de la aplicación del electrodo de recubrimiento sobre un componente real de un diente de excavadora.
Se aplicó precalentamiento en el material antes de la soldadura, considerando una temperatura mínima de 150°C y una temperatura máxima entre pases de 250°C, se aplicó un enmantequillado en dos pases con un electrodo básico bajo la clasificación AWS E7018, luego se procedió a la aplicación del material antidesgaste ARAD 600 en 2 capas como mínimo, la técnica de oscilación utilizada es de empuje y arrastre alternado para un adecuado control del depósito.
Culminada la operación de soldadura se envió al Laboratorio de Materiales de la PUCP, el cupón de prueba para realizar los ensayos requeridos de acuerdo a ASME Sección IX, los cuales consisten en ensayos de inspección por líquidos penetrantes, ensayo macrográfico y barrido de durezas desde la superficie al interior (Ver Figura 2). Los resultados de estos ensayos fueron conformes, obteniéndose soldaduras sanas, sin fisuras, como los ensayos de líquidos penetrantes y macrografía así lo sustentan, además el ensayo de barrido de durezas, mostró que el recubrimiento ARAD 600 aplicado permite obtener valores superiores a 50 HRC en todo el espesor de recubrimiento.
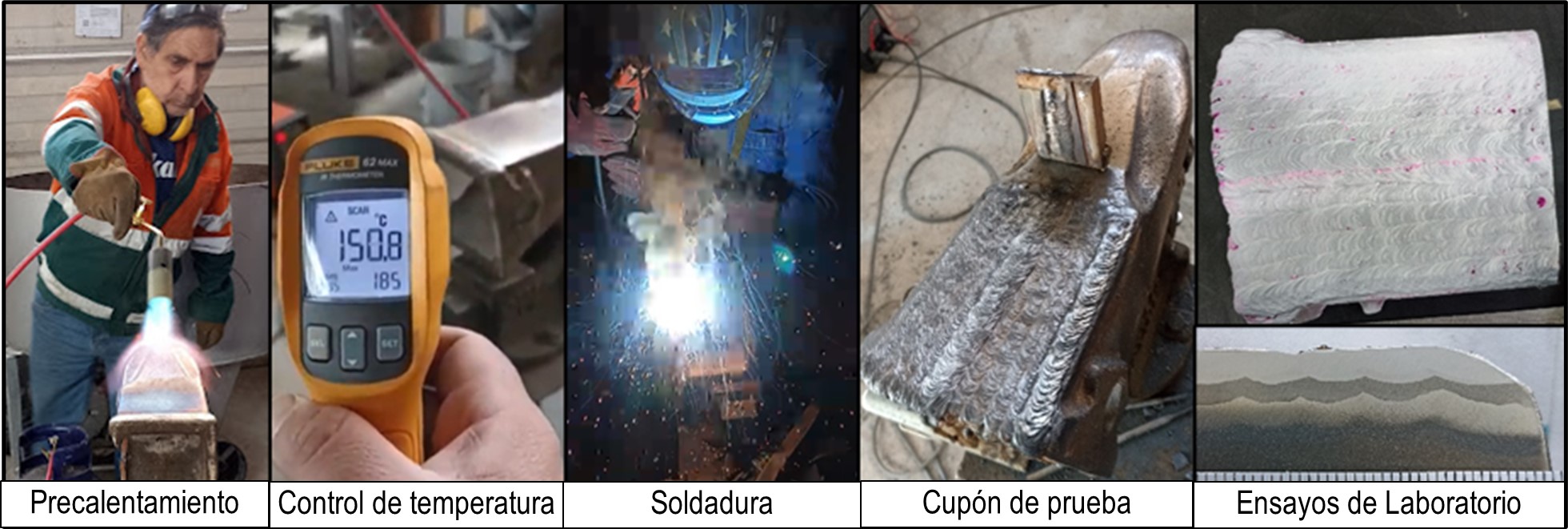
Figura 2. Etapas para la obtención del cupón de calificación de procedimiento de soldadura y ensayos en laboratorio.
Finalmente se pudo obtener de manera satisfactoria un procedimiento de soldadura base, para la aplicación del electrodo revestido ARAD 600, el cual ha sido sometido a pruebas de campo con clientes de la empresa ARAD EIRL y se encuentra disponible para los usuarios que así lo requieran, la planta de producción se localiza en la ciudad de Arequipa en el distrito de Miraflores.
Agradecimientos.
Al Programa Nacional de Desarrollo Tecnológico e Innovación – ProInnóvate del Ministerio de la Producción, por el financiamiento de este proyecto.

Facebook Comments